
If you were asked to name an important event from 1967, there are plenty of obvious answers.
1967 had the Summer of Love, Thurgood Marshall’s confirmation to the Supreme Court and—if you’re a hockey fan—it was the last time the Toronto Maple Leafs won the Stanley Cup. There was also no shortage of engineering news in 1967, including the Apollo 1 disaster, the Saturn V rocket’s first launch and the Concorde’s debut.
Here’s another event from 1967 that was arguably just as important but didn’t get nearly as much press: Peter Houldcroft, then Deputy Scientific Director at The Welding Institute in Cambridge, UK began his experiments using an oxygen assist gas to cut a 1mm-thick steel sheet with a 300W CO2 laser.
This marked the beginning of using lasers for industrial material processing. Now, 50 years later, laser cutting machines account for the largest segment of the metal cutting machine market, which also includes plasma, waterjet and mechanical cutting.
What is Laser Cutting?
In the simplest terms, a CNC laser cutter uses a coherent beam of light to cut material, most often sheet metal, but also wood, diamond, glass, plastics and silicon.

Broadly speaking, laser cutting can be divided into two types: laser fusion cutting and ablative laser cutting. Laser fusion cutting involves melting material in a column and using a high-pressure stream of gas to shear the molten material away, leaving an open cut kerf. In contrast, ablative laser cutting removes material layer by layer using a pulsed laser—it’s like chiseling, only with light and on a microscopic scale. This generally means evaporating the material, rather than melting it.
Two other key factors distinguish laser fusion cutting from ablative laser cutting.
First, ablative laser cutting can be used to make partial cuts in a material, whereas laser fusion cutting can only be used to cut all the way through it. This is due to fusion cutting operating with lasers either in continuous waves or with significantly longer pulses than ablative cutting (micro- or milliseconds vs. nanoseconds), which causes a molten pool to penetrate the entire depth of the metal. This molten material must be sheared away via gas stream, otherwise it can stay in the kerf and weld back cut edges upon cooling.
The second and more significant factor that distinguishes these two types of laser cutting is speed. “With sheet metal cutting—which makes up the bulk of the cutting industry—you’re mostly cutting material that’s 0.5 mm – 12 mm thick,” said Rouzbeh Sarrafi, senior applications scientist at
IPG Photonics. “At the current state of laser technology, laser fusion cutting is much faster for those setups. Ablative cutting takes more time, for now.”
Given its dominance in the sheet metal cutting industry, this article focuses on laser fusion cutting. If you’d like to learn more about ablative laser cutting, check out this article on Micron-Scale Manufacturing.
Fiber Lasers vs CO2
The two most common types of laser cutting machines are fiber laser and CO2.
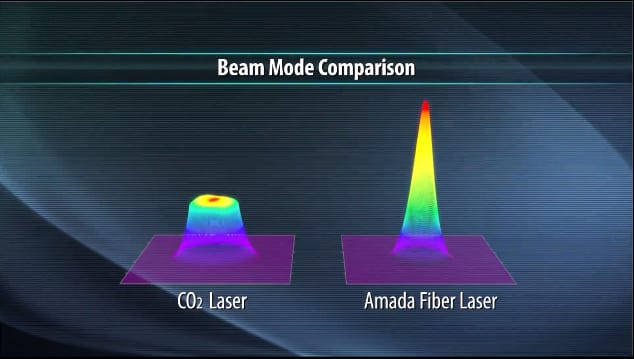
CO2 lasers use an electromagnetically stimulated gas—typically, a mixture of carbon dioxide, nitrogen and sometimes hydrogen, xenon or helium—as their active laser medium. In contrast, fiber lasers—which are a type of solid-state laser—use an optical fiber doped with rare-earth elements, such as erbium, ytterbium, neodymium or dysprosium. As indicated by Houldcroft’s experiments, the industry began with CO2, and that technology dominated until only recently.

“Starting in about 2010 or 2011, fiber laser sales were about 5-10 percent of all laser sales,” said Dustin Diehl, laser division product manager at AMADA AMERICA. “They were around before then, but they hadn’t gained much traction—people weren’t familiar with the technology. Once the customers started to feel more comfortable with it, that’s when you really started to see an upswing in fiber sales. As we wrapped up 2017, well over 90 percent of our machine sales were fiber.”
Speculation about fiber lasers taking over the market from CO2 entirely goes all the way back to some of the earliest fiber laser systems. As the tables have turned over the past decade, the question has shifted from “Is it possible that the so-called niche laser cutter may have a larger market than anticipated?” to “Will fiber lasers replace CO2 completely?”
Even among the experts, it remains a controversial subject:
“The trend [of replacing CO2 with fiber] will continue,” said Erich Buholzer, product manager, laser cutting at Bystronic. “Potentially, CO2 lasers will be replaced completely. If so, this would happen mid-term while the fiber laser technology further evolves. Currently, CO2 lasers still have some specific advantages, e.g., better edge quality in thick material and smaller burrs.”
Diehl was more guarded, but still optimistic about fiber’s prospects:
“Will it ever replace CO2? I wouldn’t want to make that bold of a statement, because there may be some applications where it’s a must, but there’s so much we can do with fiber that, from what we’ve found, there’s nothing a fiber can’t do that a CO2can.”
He also disagreed with Buholzer’s assessment of fiber’s performance on thick materials.
“The idea that CO2 has an ‘edge’ when it comes to thicker materials is probably an older misconception—and when we’re talking about ‘older’ in the fiber world that might just be a couple of years,” he said. “When fiber first came out that was a concern, because there wasn’t really any technique that allowed you to get the edge quality of a CO2, but today we can duplicate that edge quality, even with thicker materials.”
Sarrafi of IPG Photonics was even more optimistic concerning the prospects for fiber lasers:
“I expect that solid-state lasers—especially fiber lasers, due to all the developments that have occurred in recent years—will completely replace CO2 lasers for sheet metal cutting applications. If you go to shows like FABTECH, it’s apparent that fiber lasers already dominate the metal cutting field.”
Laser Cutting Materials
As noted above, CNC laser cutters are used on a wide range of materials in a variety of industries. Since cutting sheet metal is the most common application, it’s worth focusing on the particularities involved. For instance, reflectance and surface thickness are two of the most important factors to consider.

“Reflectance is the major factor regarding the type of material which can be cut, and here the laser technology used (e.g., CO2 vs fiber laser) has a major impact,” said Buholzer. “Maximal thickness depends on various factors, including laser power and how it is applied.”
On the subject of reflectance, Sarrafi added:
“Modern fiber lasers have proven to cut all reflective metals if they have sufficient power and a small enough spot size,” he said. “It’s a matter of high peak power and the optical setup. So, reflectivity is not as much of an issue any more.”
It’s true that improvements in fiber lasers have resulted in a wider range of options for laser metal cutting, including copper, brass titanium and other alloys that weren’t ideal for CO2. However, despite these improvements, material thickness still presents a significant limitation on laser cutting.
“Generally, in the laser world, 1in mild steel has been the upper limit,” said Diehl. “Once you go beyond that to 1½in or 2in plate, there might be a better tool for the job.”
Laser Cutting vs. Other Processes
Although CNC laser cutters have made some huge advances over the last decade—especially fiber lasers—they aren’t the only game in town. If you’re considering a new (or used) laser cutting machine for your application, chances are that you’re either upgrading an old laser or replacing a less efficient process with a more efficient one. In the latter case, it’s often a debate between laser, plasma, mechanical and waterjet cutting.

“A lot of it depends on your product, and if it falls within the right range,” said Diehl. “Generally, a laser’s going to come in a 5’ x 10’ machine or maybe a 6’ x 12’. We’re used to a processing range of 1-inch mild steel and down. Now, with the higher wattage fibers, we’re even doing 1-inch stainless and 1-inch aluminum, which is one of the advancements with fiber laser technology. But as long as you stay within that range and below, a fiber laser is definitely going to be the way to go.”
Laser Cutting vs. Plasma
Plasma cutting uses an electrically heated channel of ionized gas to cut through material. Since the workpiece itself constitutes part of the resulting electric circuit, it must be electrically conductive.

In terms of capital cost, operating cost and speed, plasma cutting has the edge over laser cutting. As indicated above, plasma is also better at cutting thicker sheets. However, CNC laser cutters win out on flexibility—since they can cut non-conductive materials—and, more importantly, on edge quality.
Part size tolerance for plasma is also significantly lower than for laser cutting since the kerf width for plasma is considerably larger.
Laser Cutting vs. Punching
In this context, ‘mechanical cutting’ refers to the use of a punch press with a die.
On average, mechanical cutting has a higher capital cost and a higher operating cost than laser cutting, particularly if the punch press uses a complex die set. Although mechanical cutting has made significant advancements in recent years, laser cutting remains the more flexible processes. The principle advantage of mechanical cutting is volume.
“If you’re comparing a mechanical punch press with a fiber laser, the fiber laser gives you a lot more flexibility, but the punch press is only more economical if you need to produce a very large number of identical parts,” said Sarrafi.
Laser cutting also has an arguable advantage over punching when it comes to part quality, particularly if tool marks or surface scratches are an issue in your application.
Laser Cutting vs. Waterjet
Waterjet cutting utilizes a high-pressure stream of water, often in conjunction with an abrasive. Its capital cost is higher than plasma, but lower than laser, however it also has the highest operating cost of all three.
Waterjet is capable of 3D material cutting as well as cutting thicker materials, while laser cutting wins out on cutting speed—though this can be offset in multi-jet systems. Relative edge quality and precision are close, but waterjet has a slight advantage in both.
Common Mistakes in Laser Cutting
“From a first-laser standpoint, there’s a little bit of an intimidation factor,” Diehl said. “It’s a very high-tech piece of equipment, and the customer may be coming from another source, like plasma or even an old mechanical punch.”

As with any new process, there’s a learning curve in laser cutting. If you have experience with other XY cutting processes, such as plasma, a CNC laser cutter should seem relatively familiar to you. However, there are still some mistakes that new users should take care to avoid. Sarrafi noted two in particular:
“I’ve seen customers sometimes miss tool resolution or kerf width, mistakenly assuming these are infinitely narrow cut lines,” he noted. “They’re not, although lasers are very narrow compared to other processes. The range is typically 30 microns to 300 microns, depending on laser power, optical setup and your process. That needs to be taken into account in the design of the cut.”
Another common mistake concerns supporting small parts using micro-joints, which is called tabbing:
“Laser cutting uses high-pressure gas—5-25 bars for nitrogen cutting—so you need the parts to either be supported by their own weight, which works if they’re thicker than 2-3 mm and relatively large in size, but for the parts that are thin and small, to resist the force of the gas stream, small sections need to remain uncut,” Sarrafi said. “These micro-joints are very small, 0.2-0.4 mm wide, so they’re easy to break in post processing, but sometimes they’re necessary to connect the parts to the frame so the parts don’t fly away.”
One final issue concerns laser cutter maintenance, as Diehl explained: “There’s a lot of detail to a fiber laser that you need to consider from a daily operational standpoint, like cleanliness. There are nozzles that need to be maintained properly or lens protection devices—these are things that need to be dealt with on a daily basis.” All of this points the importance of pairing laser cutting systems with capable, qualified operators, as Diehl noted.
“We see shops with operators that are like our internal champions: they make us look good because they take care of the machine and understand the importance of everything from programming techniques to daily maintenance.”
Tips for Efficient Laser Cutting
There’s a common misconception regarding laser cutting that efficiency is just a matter of raw laser power. This is due, in part, to the legacy of CO2 systems, but the rapid advancements in fiber laser technology have encompassed more than just laser beam power. “While raw cutting power is increasing, other factors need to be considered,” said Buholzer. “Technology-wise, especially for thin material processing, the machine dynamics (acceleration/deceleration) need to increase as well in order to make full use of the additional cutting power.” Acceleration and deceleration are a major constraint on cutting efficiency.

Even doubling your cutting speed won’t necessarily translate to an equivalent reduction in cycle time, since that depends on the geometry of the parts you’re cutting, as Sarrafi explained: “As very high cutting speeds become available—we’re talking 2,000 inches per minute or one meter per second—the cycle time for parts for less than 2 in or smaller with intricate features is limited by acceleration rather than speed. Before you get up to full speed, you have to move to another corner.”
Another way of looking at this point is that applications involving large parts or parts with less intricate features can take advantage of high speed laser cutting, since acceleration and deceleration will be less of a factor. “What you really want is a good beam delivery system that can handle the amount of power that you’re sending thought it, including the lenses, the cutting head, etc.” Diehl noted.
“There’s more to it than just raw power,” he added. “There’s been a 12,000W laser at FABTECH for years—there’s a lot of power out there—but has it always been a reliable production tool?”
Advice for Buying a CNC Laser Cutter
If you’re considering buying your first CNC laser cutter, there are a few things worth keeping in mind. Alternatively, if you’re wondering whether it’s time to upgrade your only laser cutter, Sarrafi offered this rough guideline: “If you have to cut a material slower than 30 inches per minute or 0.75 meters per minute, I take that as a sign that you laser process is becoming marginal.”

In either case, the first step is figuring out how and where the machine will fit into your operation, as Buholzer explained:
“The processing power acquired with a current fiber laser cutting machine is very high, which translates to a high output from the machine, especially when processing thin sheets,” he said. “If you are going to invest in a laser cutting machine, you should not only consider that process step, but also how you embed the machine in your factory to get the best results from your investment.”
As indicated in the previous section, laser beam power shouldn’t be your only metric in deciding. That being said, you can’t discount it entirely, as Sarrafi explained:
“Don’t limit yourself by choosing the lowest power laser you need to cut your parts. High-power lasers expand your options not only for throughput but also the quality and repeatability of the cutting process.”
This is because higher power lasers enable you to ignore the small deviations in material and the cutting system that would need to be accounted and adjusted for in a lower power laser. “If you choose a 1kW laser for 4mm stainless steel, you may have to become an expert on 1kW cutting of 4mm stainless steel,” Sarrafi explained. “That’s because, due to the small process window, you have to identify and solve all the small deviations from ideal conditions of the material and the cutting system. If you have a 2kW or 3kW laser for the same material, not only can you cut faster, but the jobs can be run with less expertise.”
In deciding on how much power you actually need, it may help to consider the basic equation of cost-per-part. To that point, Diehl offered the following advice: “One question I would ask is, ‘What’s being done from a technology standpoint to lower the cost per part?’ You can buy the highest wattage laser out there and throw the most assist gas at it as you can, but is that really making a more cost-effective part, or is it actually making the part more expensive compared to the way you used to process it?”
Industrial Laser Cutting
Unlike the Toronto Maple Leafs, industrial laser cutting has seen significant victories since 1967. Just as CNC laser cutters went from niche applications to dominating the cutting machine market, so did fiber laser rise from a niche technology to similarly dominate the laser cutting machine market. But there are many factors to consider before diving into laser cutting—just remember that with lasers, as with life, power isn’t everything, but it’s not nothing either.
Original Source: https://www.engineering.com
